压痕的形成
绝大部分压痕都是冲切过程中,材料受到刀刃的挤压产生的,且两刀的距离越近越明显,冲切深度越深越明显。(如“图1”)

案例分析
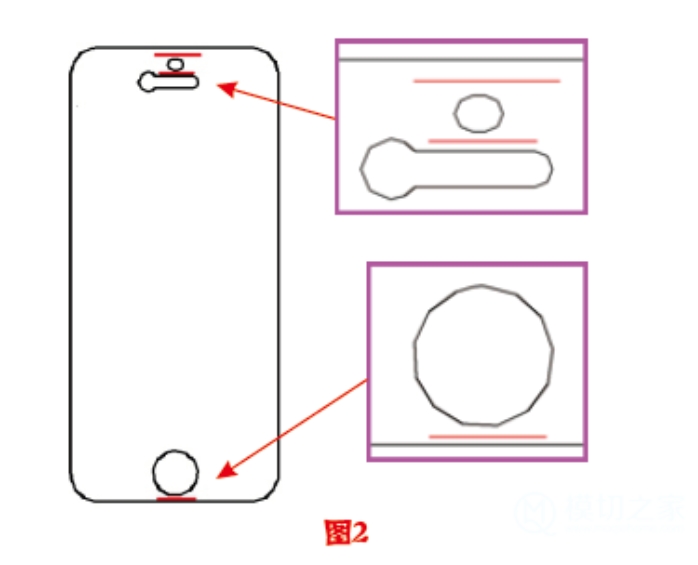
这里以Iphone5S的正面保护膜为例。图2中的红色部分为压痕的重灾区。要怎么来解决这个问题呢?
首先:从刀方面入手。
如图1所示, 压痕是因为刀刃产生的,但无刃不成刀,压痕是很难避免了的。既然压痕难消除,那就想办法让刀刃往废料方面挤压。
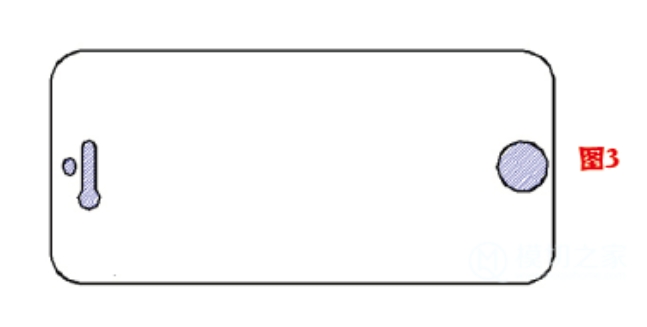
如图3所示, 阴影部分为废料区域, 我们把刀刃角度设计在阴影废料这边,使压痕产生于废料处,而另一边为平整。然后通过雕刻模吸掉废料或者用排废胶带拉掉废料。

如图4、图5, 可以用单锋刀, 刀刃朝废料方向, 这样压痕就可以往废料那边挤压。
为确保万一,还需要在垫刀泡棉上下功夫。
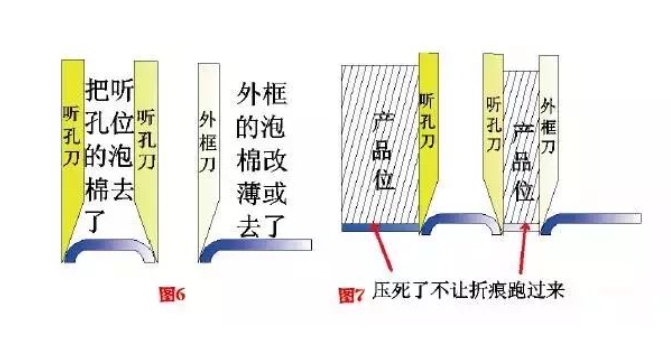
如图6,将废料部分的垫刀泡棉去掉或是改薄,为压痕腾出空间。
如图7,产品位上的泡棉能有效压平材料,防止材料产生折痕。此处垫刀泡棉的选用会直接影响压痕的效果。
厚度选择:一般建议选高出刀锋0.5-1.0mm为宜。
硬度选择:一般建议40度,回弹度70%的泡棉为宜。
调模注意事项
如前面所述,冲切的深度直接导致压痕的效果加深,所以在生产过程中要尽可能的保证刀的锋利。
现在很多学徒为了方便,总喜欢在底板上压个全刀印后再开始调模,殊不知这一压就会直接损耗掉模具20%以上的寿命。
个人的调模经验如下:
①调模时在模具下方垫三层离型纸,然后慢慢下降。
②观察第一层纸有出现切断后停止, 哪里先破就刮哪里。刮完后再降,如止循环。直到第一层纸所有刀痕切平。
③在进行以上动作时,尽量不要切断第三层纸。可以第三层纸下方垫张复写纸,这样底板上就会印出刀的相应位置。
④第一层可全部切断后,就可以用主材进行调模。
以上方法为个人喜好,针对刀锋要求高的产品可有效的减少刀锋与底板的接触,降低刀锋的损耗。
总结
综合上述说明,压痕的产生主要与刀刃有关,因此可以通过控制刀刃的方向来改善,同时通过对垫刀泡棉的调整提高改善的效果。
在运用以上方法都不能有效解决的情况下,还可以根据实际情况,改小刀刃的角度来改善压痕。
具体角度会因材料硬度及厚度而异,开多两模仔细观察分析,总会解决问题的。